陳聰德(台電核二廠)
一、摘要:
美國AEP(American Electric Power)電力公司DC Cook核能電廠1號機之汽機發電機原為GE公司設計製造,於2006年換裝Siemens公司低壓汽機轉子(3支),2008年9月20日20:05該機組於滿載運轉時,因主汽機所有軸承皆出現高振動警報而手動跳機,期間發電機並因氫氣外漏而引發火災,事件發生過程反應器相關設備皆正常運作,所幸無人員因此事件受傷;該事件造成汽機嚴重受損,汽機高振動之肇因為3支低壓汽機末級葉片斷裂(LP-2,2支、LP-3,1支)。
二、事件檢討:
本公司核一、二、三廠皆曾換裝過低壓汽機轉子,核二廠於同年亦換裝Siemens公司低壓汽機轉子(與DC Cook不同型式),DC Cook換裝低壓汽機轉子後發生汽機損傷事件,依目前電廠及廠商等相關資料顯示,本事件有下列值得檢討借鏡之處。
1. DC Cook 1號機換裝Siemens 公司18 m2低壓汽機轉子(註)為Siemens公司最新設計且首次運轉使用之轉子,此與本公司各核能電廠採購低壓汽機轉子要求為有良好運轉實績之Proven Design不同(如核二廠換裝Siemens 13.9 m2低壓汽機轉子國外已有多年運轉實績,從未發生任何事故),最新設計且首次運轉使用之轉子因無運轉實績驗證,恐存有隱藏之設計盲點。
2. DC Cook 1號機Siemens公司18 m2低壓汽機轉子於換裝前測試發現有接近120Hz之扭轉自然頻率(Torsional Nature Frequency),為避開扭轉自然頻率不接受範圍(DC Cook為120±2Hz,本公司目前為120±4Hz,核二廠1號機換裝時要求為120±6Hz),乃於所有末級葉片末端各焊上一塊重400公克之配重(如圖1),此項修改非一般汽機廠商葉片設計製造之標準程序,恐須進一步確認/驗證修改後之汽機葉片是否符合所有原始設計/運轉要求條件。
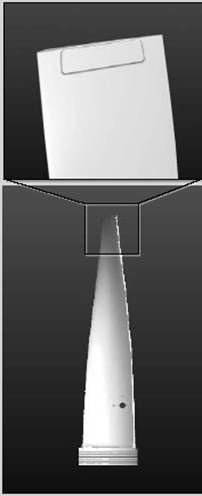
圖1
3. DC Cook 1號機低壓汽機支撐座系統強度(Stiffness)不足(僅為一般20%),且由汽機軸承振動紀錄發現事件前3個月軸承振動相角連續變化達130°(如圖2),推斷事件前Stiffness疑似有持續變化現象,此將導致末級葉片與靜件之間隙變小,另懷疑由於支撐座系統Stiffness變化導致葉片共振頻率接近運轉頻率,故可能在特定運轉條件下造成部份葉片高振動碰撞靜件,產生起始裂痕,導致應力值上升而引發葉片高週疲勞(High Cycle Fatigue)龜裂破壞(於斷裂之三支葉片破斷面發現有海灘紋(High Cycle Fatigue破壞痕跡),其中並各有兩處突出斷面(如圖3),顯示High Cycle Fatigue破壞過程中葉片可能再次發生前述碰撞情形)。
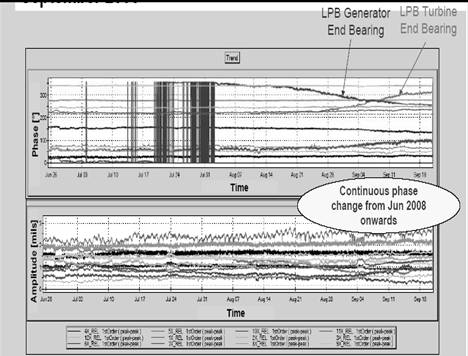
圖2
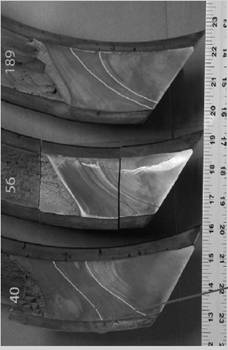
圖3
4. 依DC Cook 1號機汽機事件經驗,電廠宜建立汽機振動相角監視與紀錄設備,有助於運轉中及早發現汽機支撐座系統Stiffness變化現象並作必要處理,可避免發生類似DC Cook 1號機汽機事件。
5. 電廠換裝汽機轉子時,因新舊轉子重量不同等因素,宜將汽機支撐座系統Stiffness列為檢測評估改善項目,以避免新轉子換裝後汽機支撐座系統Stiffness不足。如核二廠1號機換裝低壓汽機轉子過程即經檢測後加強汽機支撐座系統Stiffness,核二廠2號機亦將比照辦理。
6. 電廠應定期執行末級葉片檢查,以確保轉子安全無虞,若有異常龜裂,亦可藉由檢查即早發現,避免發生更嚴重的事故。核二廠1號機於98年3月大修時執行低壓汽機轉子末級葉片ECT (Eddy Current Testing)檢測,檢查結果正常無任何瑕疵指示。
三、結論:
核能安全是不能打折扣的,從DC Cook 1號機汽機事件中,我們應獲得寶貴經驗,除了在運轉中加強監視、大修時加強檢測、換裝新轉子時確保為Proven Design、各項測試皆符合規定外,對核能安全的堅持、對設備品質的堅持,不因外在因素犧牲安全與品質,才能更進一步確保設備穩定運轉、機組安全無虞。
註:18m2/13.9 m2表示其轉子末級葉片環狀排氣面積,與葉片長度及葉根座Disc直徑有關。










